|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
在箱設計制造過程中,一般提下技術要求:
規定鑄鐵平板砂箱鑄坯的尺寸和質量公差。要求吊軸和吊環等與箱壁鑄接的部分很好地熔合,鑄鐵平板不得有裂紋和氣孔等嚴重問題。鑄鐵平板砂箱鑄坯應經過人工時效處理,以去掉鑄造內應力。具體提出加工精度要求,如鑄鐵平板分型面上的平面度公差,填砂面與分型面的平行度公差銷孔中距公差,銷孔軸線與分型面的垂直度公差等。各部分的鑄鐵平板表面粗糙度要求。規定箱高、箱壁、銷及鑄鐵平板銷孔等在使用過程中的允許磨損程度。鑄鐵平板砂箱的鎖緊裝置。合箱后要將上、下箱鎖緊,以防止搬運時錯動和澆上箱注時抬箱。因此,在砂箱上設置鎖緊箱下箱耳。一般在一個砂箱上應對稱地設置四個鎖緊箱耳或楔形凸臺,且應設在鑄鐵平板箱壁分型面的凸邊上,位置略低于分型面平面,以便可靠鎖緊。
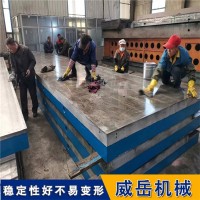
鑄鐵平板鎖緊箱耳或楔形凸臺與箱卡、鑄鐵平板鎖緊銷及楔片、螺栓等配套使用進行鎖緊。搬運和翻箱裝置。人工搬運的小砂箱設箱把,大、中型砂箱設吊軸。鑄鐵平板大型砂箱除設吊軸外,還設吊環,以保證砂箱的搬運或翻轉可靠,并且使用方便。的用鋼材制成的箱把、鑄鐵平板吊軸及吊環可用鑄接的方法與砂箱連接,其鑄入端砂箱楔形凸臺應加工出凹槽或倒刺,以確保與砂箱和鎖緊箱耳的結構。
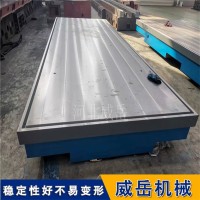
鑄鐵平板高壓造型砂箱的側變形。高壓造型時,鑄鐵平板砂箱側壁要承受很大的側壓力,鑄鐵平板側壓力的作用導致砂箱側壁產生變形,特別是在沒有箱帶時,變形會更嚴重。因此,鑄鐵平板砂箱須有足夠的強度和剛度,在使用中不應產生塑性變形。也應對彈性變形量進行控制,這是因為隨著壓力載荷的去除,處在彈性變形狀態的箱壁也隨著外力的去除而向內彈回。鑄鐵平板砂箱的變形量越大卸載后砂型向箱中部位的位移量也越大,這就會引起砂型變形甚至開裂、塌箱,從而給正常的起模造成困難。所以,有的工廠將用于震壓造型機的模樣改用在高壓造型中時,會出現鑄鐵平板壁厚減薄、重量減輕的現象。鑄鐵平板砂箱側壁沿長度方向的變形量在0.01~0.03的范圍內。
官方網址:http://www.chinaweiyue.com/
聯系人 銷售部經理 高女士13231722614 竭誠為您服務!