鑄鐵平臺平板在使用時原來還需要注意這些
鑄鐵平臺平板的檢驗,一般是由鑄鐵平臺平板廠家根據設計的圖紙或訂貨方"需方”提供的圖紙上的技術要求或技術合同進行。這些技術要求通常都是以相應的標準、部頒標準或行業標準作為依據的,或者根據訂貨合同中供需雙方協商同意的臨時制定的技術要求。
對于鑄鐵平臺平板,通常的檢驗包括尺寸檢查、形狀和外觀的表面質量目視檢查,對于設計要求比較重要的鑄鐵平臺平板或者需方認定的比較重要的鑄鐵平臺平板,或者鑄造工藝上容易產生問題的鑄鐵平臺平板,一般除了要做化學成分分析和力學性能試驗外,還需要進行無損檢測工作。對鑄鐵平臺平板內部質量的檢查,都是用無損檢測方法。
1、磁粉檢驗:鑄鐵平臺平板所有的內部和表面都要接受磁粉檢驗。
2、液體透探傷檢查:鑄鐵平臺平板所有的內部和表面都要接受液體透探傷檢查。
3、鑄鐵平臺平板要進行100完全X光拍片。
4、若產品規范規定了無損檢測的要求應按相應規范的規定進行。
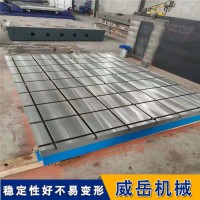
鑄鐵平臺平板是含碳量大于2.11并含有較多硅等元素的多元鐵基合金。鑄鐵具有許多優良的性能及生產簡便、成本低廉等優點,因而是應用廣泛的材料之一。例如,鑄鐵平臺平板、床身鑄件、內燃機的氣缸體鑄件、缸套鑄件、活塞環及軸瓦、地軌、曲軸、鉚焊平臺等都是由鑄鐵制造的。和較大的表面粗糙度值的鑄鐵平板按照標準《GB1183—75表面形狀和位置公差術語及定義》,不平度誤差定義為:包容實際表面且距離為小的兩平行平面間的距離。
與其他鑄鐵平臺平板工藝相比,鑄件制造工藝有以下特點:鑄鐵平臺平板的制造工藝及檢驗工藝比較復雜。鑄鐵平臺平板在機床上安裝比較困難
鑄鐵平臺平板的結構、形狀比較復雜,有些零件屬壁薄、細長件,剛性差。在機床上加工時,和裝夾都比較困難,因此往往需要復雜的專用夾具。有的零件,基面的精度較低,表面粗糙度較高,有時甚至采用非加工表面。而被加工密封面等部位的精度和表面粗糙度要求都很高,故得難保證加工質量。因此,為滿足工藝上的需要,往往須提高基面的精度和降低表面粗糙度,或在非加工表面上加工出基面,這就增加了制造工藝的復雜性。
機械加工難度大目前,鑄鐵平臺平板不平度的測量儀器主要是水平儀或自準直儀等角度量儀。要得到鑄鐵平臺平板符合GB1183—75標準定義的“小條件”不平度,一般是分兩個步驟進行:首先選定一個測量基準面,測出實際表面上各被測點相對此基面的不平度誤差值,此值即為原始不平度值;然后,在此基礎上進行基面轉換,確定評定基面的位置,并求出符合“小條件”的不平度。
鑄鐵平臺平板測量基準平面的選定有三點法(以被測平面上相隔遠的三點組成測量基面)和對角線法(以通過實際表面的一根對角線且平行于另一根對角線的理想平面作為測量基面)等。由于“應送檢部門的要求,對于一般精度的鑄鐵平臺平板為減少檢定工作量,允許采用對角線法撿定鑄鐵平板的不平度誤差”,因此,對于一般精度的鑄鐵平臺平板檢定,在用對角線法取得原始不平度后,即可用原始不平度作為平板的檢定結果。用原始不平度評定合格的鑄鐵平板工作面,用“小條件”法評定也必定是合格的。對于高精度鑄鐵平臺平板的檢定或仲裁性檢定,需要按“小條件”評定鑄鐵平板精度。
合理地選用設備。鑄鐵平臺平板的粗加工主要是切掉大部分加工余量,并不要求有較高的加工精度,所以,鑄鐵平板的粗加工應在功率較大、精度不太高的機床上進行,鑄鐵平臺平板的精加工工序則要求用較高精度的機床加工。粗、精加工分別在不同的機床上加工,既能充分發揮設備能力,又能延長機床的使用壽命。
在機械加工工藝路線中,常安排有鑄鐵平臺平板熱時效處理工序。熱處理工序位置的安排如下:為改鑄鐵平板的切削加工性能,如退火、正火、調質等,一般安排在機械加工前進行。為去掉內應力,如時效處理、調質處理等,一般安排在粗加工之后,精加工之前進行。為了提高鑄鐵平臺平板的機械性能,如滲碳、淬火、回火等,一般安排在機械加工之后進行。如熱處理后,鑄鐵平臺平板有較大的變形,還須安排終加工工序(精磨)。
聯系人威岳機械謝女士15350773479